I am of the opinion that in industries most of the people do their routine jobs very nicely, with full zeal and dedication, but many of them remain frustrated as they feel that their hard work was not recognized and not remunerated properly. For those people my answer is that they get paid for what they did. People should ask a question themselves at the end of the day as to what value addition and incremental improvement in safety, productivity, reliability, stability, MTBF etc. they had done during the day. The gainers would be those whose have a positive answer to the above question. The gainers would be those who attempt to bring improvements day by day by tackling the tasks differently. That is where “Think out of box” concept comes in picture. I therefore repeatedly emphasize on this term.
I am sharing with you my another experience for improving machine safety in cement manufacturing plants.
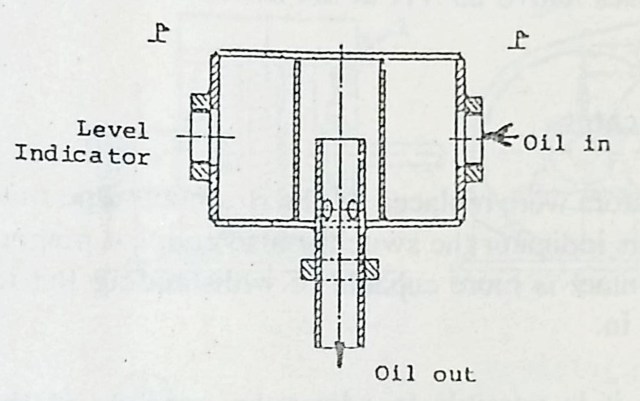
The lubrication system for Ball Mill Slide Shoe Bearings and Symetrogears has for a number of years been made in such a manner, where the oil flow is supervised by a level switch. In this arrangement a reservoir is made as per the below figure and is placed immediately before the point of bearing lubrication in the lubrication circuit. In that reservoir there is a level switch, whose output (which would be normally HIGH if the reservoir is full due to sufficient oil flow) becomes LOW, if the oil level becomes less from the normal level point due to lack of inflowing oil, resulting the mill to stop as programmed in DCS safety interlocks. The construction of the reservoir is such that some oil would still be there even when low level alarm comes. For ensuring bearing safety, the remaining amount of oil would flow into the bearing during the stoppage of the mill through the drain holes placed below the normal oil level point.
The above arrangement sounds very good at the first sight and it is difficult to foresee any problem in the above. But if we think the worst case, what would happen if the oil output line of the reservoir gets choked over a period of time. The oil would not flow to the bearing but since reservoir output is choked, it would be full and its level would continue to show HIGH. So DCS would continue to understand that lubrication oil is going to bearings, hence it would not stop the mill, until and unless stop command comes from some other safety sensor like high bearing temperature etc. These other safety sensors have their own response time constants and sometimes fail to timely detect the system abnormality resulting in heavy breakdown causing huge production loss and heavy cost impact.
So what could be done to improve machine safety and to avoid such kinds of breakdowns?
After thorough brainstorming a very simple solution to the above problem could be found. The programing in the DCS was modified. To start the Mill, the DCS would first monitor that the signal from the level sensor is LOW, which would ensure that the reservoir is empty and its output line is not choked. Then the lubrication pumps of mill would start and if the oil flow is proper then the level signal would become HIGH and mill would be ready to start. By doing this, in every start / stop cycle the condition of the oil reservoir was monitored. In case the level signal remains HIGH even when the mill and lubrication pumps stop then the reservoir would be cleaned before next mill start up. This way this simple software modification enhanced machine safety.
I hope you must have found this post interesting. If in your plants also, you are struggling with some chronic problems and need simple and cost effective solutions, please contact me at my EMail:- <apagarwal2004@yahoo.co.in>. I am open for consultancy and trainings, including site visits whenever required.
I would be eagerly waiting for your comments and suggestions.
